
И если у вас есть команда, которая готова стать редакционной группой в вашем городе —
Пишите нам
Как-то летом, для работы на кровле, понадобился мне листогиб.Стоимость приличного мобильного станка (а нужен был листогиб, который в силах перемещать один человек) превышала пределы, казавшиеся мне разумными. Естественно, что сразу подумалось об изготовлении листогиба своими руками.
В интернете есть масса готовых «рецептов» создании листогибогибочные станки сделанные самостоятельно, в отличие от «заводских», имеют недостаточную жесткость поворотной балки. Поэтому сделанный самостоятельно листогибочный станок, не будет нормально гнуть заготовки длиной больше метра.Основа листогиба – двутавровая балка «восьмидесятка».
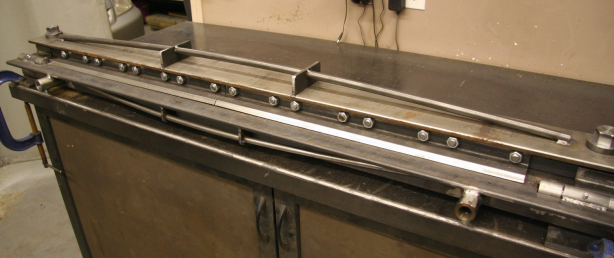
К ней крепится на двух болтах восьмидесятый же уголок.
Уголок, таким образом, это прижимная балка.К нижней плоскости одной из поперечиндвутавра я приварил половинки от трех мощных разъемных дверных петель (для железных дверей) Ответные части петель варятся к еще одному уголку.Этот уголок –поворотная траверса, с помощью которой и осуществляется гибка материала.
Подборка фотографий, на которых запечатлена пизда крупным планом от самых разных девушек и зрелых женщин. Красивые фото с вагинами крупным планом.
Поскольку нужно очень значительное усилие, к уголку приварены две 800-мм ручки из трубы.Вся конструкция крепится к верстаку или любому массивному основанию парой мощных струбцин. Отвинчиваем прижимной уголок.Укладываем заготовку. Сверху устанавливаем уголок Уголок может и не сниматься. Тогда заготовку надо вдвинуть в станок. Тщательно выставляем вставленный лист по краю уголка(забыл сказать, что прижимной край уголка неплохо бы с одной стороны заточить, но не более, чем на половину толщины),
Видео
выполняем затяжку болтов, проверяем, чтобы заготовка была хорошо закреплена и выполняем гибку поворотом траверсы.Эксплуатируя листогиб, я сумел заметить только два недостатка.
Один, это медленная и неудобная система фиксации заготовки. Второй – можно гнуть только достаточно тонкий металл.Для этого станка максимальной толщиной, с которой можно работать (для стали), является 0,5 мм.